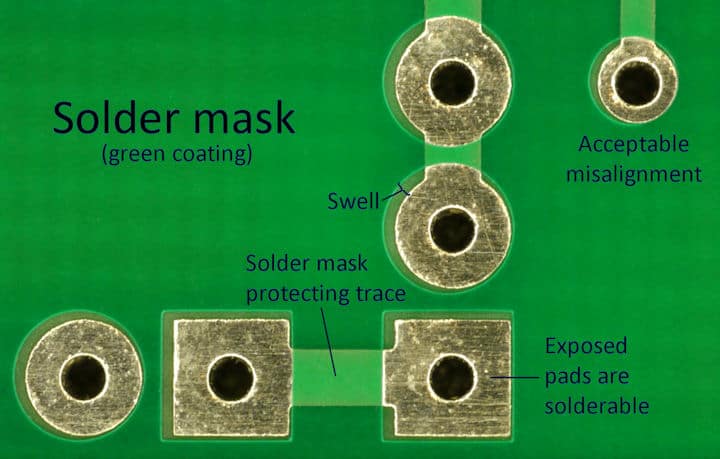
В процессе изготовления печатной платы (PCB) открытие паяльной маски является критически важным этапом, обеспечивающим надежную защиту и изоляцию, а также точность и стабильность процесса пайки. Однако достижение оптимального эффекта открытия паяльной маски — непростая задача. В этой статье будут представлены 5 ключевых факторов и передовых методов, которые помогут вам максимально увеличить эффект открытия паяльной маски на печатных платах, тем самым повышая надежность и производительность продукта. Прежде чем обсуждать ключевые факторы, давайте сначала разберемся с определением и целью открытия паяльной маски. Открытие паяльной маски достигается путем нанесения материала паяльной маски на область контактной площадки и удаления определенных областей. Это помогает защитить контактные площадки от непреднамеренной пайки и коротких замыканий. Открытие паяльной маски также помогает снизить электромагнитные помехи между контактными площадками и другими компонентами схемы, тем самым повышая общую надежность схемы. Далее, давайте рассмотрим пять ключевых факторов и передовых методов для максимизации эффективности открытия паяльной маски на печатной плате.
Ключевой фактор 1: Точная конструкция отверстия паяльной маски
В процессе производства печатных плат точное проектирование отверстий под паяльную маску является решающим фактором для достижения оптимального покрытия контактных площадок паяльной маской. Точное проектирование гарантирует, что материал паяльной маски будет равномерно покрывать контактные площадки, избегая при этом конфликтов с другими компонентами схемы и дорожками. Для обеспечения точного проектирования отверстий под паяльную маску будут подробно рассмотрены следующие аспекты.Размеры и форма паяльной площадки:
Во-первых, определите размеры и форму паяльной площадки, исходя из конкретных требований к конструкции печатной платы и условий применения. Эти параметры должны учитывать функциональность паяльной площадки, допустимую нагрузку по току и требования к расстоянию между другими компонентами. Правильное проектирование размеров и формы паяльной площадки обеспечит точные ориентиры для последующего вскрытия паяльной маски.
Расширение кромки материала паяльной маски:
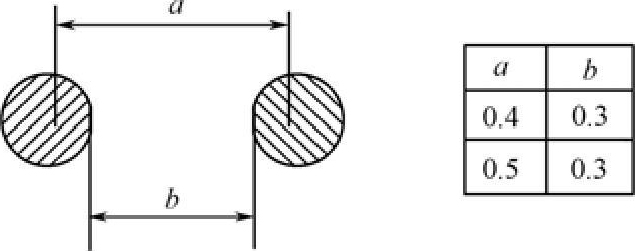
Для обеспечения полной защиты паяльной площадки край паяльной маски должен выступать за её пределы. Рекомендуется устанавливать длину выступа паяльной маски равной половине диаметра паяльной площадки. Это обеспечивает достаточную защиту прилегающей к ней области, предотвращая непреднамеренные короткие замыкания во время пайки.Расстояние между другими компонентами:
При проектировании отверстия под паяльную маску важно учитывать расстояние между ними и другими компонентами, такими как резисторы, конденсаторы и микросхемы. Это необходимо для предотвращения конфликтов между материалом паяльной маски и другими компонентами, а также для обеспечения качества и надежности соединения контактных площадок при вскрытии паяльной маски. Важно правильно спланировать расстояние между компонентами, обеспечив достаточное пространство между областью отверстия под паяльную маску и другими компонентами.Маршрутизация и целостность сигнала:
При проектировании отверстий под паяльную маску важно учитывать, что области разводки не оказывают негативного влияния на передачу сигнала и функциональность схемы. Поддержание высокой целостности сигнала критически важно, особенно для высокочастотных или чувствительных сигнальных площадок. При проектировании отверстий под паяльную маску следует избегать слишком близкого расположения материала паяльной маски к сигнальным дорожкам или высокочастотным компонентам, чтобы минимизировать перекрестные помехи и потери сигнала.Применение инструментов проектирования печатных плат:
Для достижения точных конструкций отверстий паяльной маски необходимо использование профессиональных инструментов проектирования печатных плат. Эти инструменты предоставляют множество функций и опций для точного определения размеров, формы и областей отверстий паяльной маски паяльных площадок. Используя эти инструменты, проектировщики могут обеспечить единообразие и точность своих проектов, тем самым повышая эффективность и качество отверстий паяльной маски. Точное проектирование отверстий паяльной маски является одним из ключевых факторов для достижения оптимальных эффектов отверстий паяльной маски. В процессе проектирования следует учитывать такие факторы, как размер и форма контактной площадки, расширение края материала паяльной маски, расстояние до других компонентов, трассировка, целостность сигнала и использование профессиональных инструментов проектирования печатных плат. Всесторонне учитывая эти факторы, проектировщики могут обеспечить точность и единообразие областей отверстий паяльной маски, тем самым достигая наилучших эффектов отверстий паяльной маски. Это поможет повысить надежность, производительность и эффективность производства печатной платы.Ключевой фактор 2: выбор подходящего материала паяльной маски
Выбор подходящего материала паяльной маски — один из ключевых факторов, обеспечивающих её оптимальное раскрытие. Различные материалы паяльной маски обладают разными характеристиками и областью применения, поэтому необходимо выбирать подходящий материал в зависимости от конкретных требований к применению.Материал паяльной маски из полиимида (ПИ):
Полиимид — широко используемый материал для паяльной маски, обладающий превосходной термостойкостью и электроизоляционными свойствами. Благодаря своей исключительной химической стойкости и механической прочности, материал паяльной маски PI обычно используется в высоконадежных изделиях, таких как печатные платы в аэрокосмической и военной промышленности. Кроме того, материал паяльной маски PI обладает низким водопоглощением и превосходной размерной стабильностью, что обеспечивает надежную защиту паяльной маски в сложных условиях окружающей среды.Материал светочувствительной паяльной маски (PSR):
Фоточувствительный материал паяльной маски идеально подходит для быстрого производства печатных плат высокой плотности. Материал PSR отверждается под воздействием ультрафиолета (УФ) и обладает хорошей адгезией и термостойкостью. Он позволяет создать более тонкий слой паяльной маски, что позволяет уменьшить размер контактных площадок и увеличить их плотность. Кроме того, материал PSR обладает низким содержанием остатков и высокой химической стабильностью, что делает его пригодным для различных применений.Материал термореактивной паяльной маски (TSM):
Термореактивный материал паяльной маски – распространённый выбор для изготовления паяльной маски, обладающий превосходной стойкостью к высоким температурам и химической стабильностью. Материалы TSM отверждаются при повышенных температурах, образуя твёрдый и износостойкий слой паяльной маски. Они обладают высокой прочностью на отрыв и механической целостностью, эффективно защищая паяльные площадки от внешних воздействий окружающей среды и физических воздействий. Материалы TSM обычно используются в промышленной электронике и коммуникационном оборудовании, обеспечивая надёжную защиту и долговечность паяльных площадок. При выборе подходящего материала паяльной маски необходимо учитывать другие факторы, такие как стоимость, производственные процессы и экологические требования. Различные материалы могут иметь разную цену и требования к обработке, поэтому для выбора оптимального варианта необходимо взвесить все факторы. Кроме того, для обеспечения общей производительности и надёжности следует учитывать совместимость материала паяльной маски с другими компонентами печатной платы. Выбор подходящего материала паяльной маски – один из ключевых факторов, обеспечивающих эффективность вскрытия паяльной маски. Оценка различных вариантов материала на основе потребностей применения и конкретных требований, с учётом стоимости, производительности и производственных требований, имеет решающее значение для обеспечения максимальной эффективности и надёжности паяльной маски.Ключевой фактор 3: выполнение надлежащей обработки поверхности паяльных площадок
Обработка поверхности паяльной площадки — один из ключевых факторов, обеспечивающих эффективность раскрытия паяльной маски. Она напрямую влияет на адгезию и стабильность материалов паяльной маски, тем самым влияя на общее качество и надежность паяльной площадки. При выборе подходящего метода обработки поверхности паяльной площадки необходимо учитывать такие факторы, как материал паяльной площадки, требования к процессу и экономическая эффективность. Ниже приводится подробное описание нескольких распространённых методов обработки поверхности паяльной площадки.Выбор материалов паяльной маски
Перед обработкой поверхности паяльных площадок необходимо выбрать подходящие материалы паяльной маски. К распространённым материалам паяльной маски относятся полиимид (PI), фоточувствительный паяльный резист (PSR) и термореактивный паяльный резист (TSR). Различные материалы обладают различными характеристиками и сферами применения. Например, полиимид обладает превосходной термостойкостью и подходит для пайки в условиях высоких температур. Фоточувствительные материалы паяльной маски подходят для отверстий паяльной маски, требующих высокой точности. Термореактивные же материалы паяльной маски обладают более высокой механической прочностью и химической стойкостью. Выбор подходящего материала паяльной маски с учётом конкретных требований — это первый шаг к успешной обработке поверхности паяльных площадок.Методы обработки поверхности
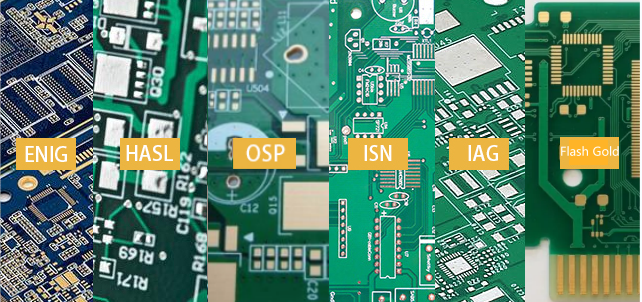
HASL (Выравнивание поверхности припоя горячим воздухом) — распространённый метод обработки поверхности паяльных площадок. Он включает погружение площадок в расплавленный припой с последующим обдувом излишков припоя потоком воздуха, в результате чего получается ровная поверхность паяльной площадки. HASL — экономичный метод, подходящий для массового производства. Однако, поскольку припой оставляет на паяных площадках слой металла, это может повлиять на размеры и расстояние между площадками. ENIG (Электрическое никелирование иммерсионным золотом) — распространённый высокопроизводительный метод обработки поверхности паяльных площадок. Он включает в себя осаждение слоя химического никеля на поверхность паяльной площадки, а затем слоя золота поверх химического никеля. Этот метод обработки поверхности обеспечивает превосходную плоскостность, коррозионную стойкость и надёжность, что делает его пригодным для применений с высокими требованиями к процессу пайки. Однако метод ENIG дорогой и больше подходит для мелко- и среднесерийного производства, а также для высокотехнологичных приложений. OSP (органический консервант паяемости) — это экологически безопасный метод обработки поверхности паяльных площадок. Он заключается в формировании органической защитной пленки на поверхности паяльных площадок для защиты от окисления и коррозии. Метод OSP обладает такими преимуществами, как низкая стоимость и стабильные характеристики пайки, что делает его пригодным для мелко- и среднесерийного производства, а также для одноразового использования. Однако паяльные площадки, обработанные OSP, подвержены механическим царапинам и химической коррозии, поэтому требуют бережного обращения и защиты в процессе работы.
Контроль обработки поверхности
Независимо от выбранного метода обработки поверхности паяльных площадок, контроль параметров и условий процесса обработки имеет решающее значение для обеспечения постоянства и стабильности. Например, при методе HASL необходимо контролировать температуру припоя и скорость воздушного потока для обеспечения равномерного распределения припоя и полного его обдува. При методе ENIG важно контролировать толщину и однородность покрытий химического никеля и золота. При методе OSP необходимо контролировать толщину и качество защитной пленки. Стабильность и надежность обработки поверхности паяльных площадок могут быть обеспечены благодаря внедрению строгих систем контроля процесса и качества.Ключевой фактор 4: Точный контроль процесса открытия паяльной маски
Точный контроль процесса вскрытия паяльной маски является важнейшим фактором обеспечения качества и постоянства вскрытия паяльной маски на контактных площадках. Этот этап включает в себя контроль и регулировку различных аспектов, таких как равномерность нанесения материала паяльной маски, точность его снятия и параметры термической обработки контактных площадок. Во-первых, равномерность покрытия является одним из ключевых факторов. Материал паяльной маски должен наноситься равномерно и гладко, соответствуя размеру и форме контактных площадок. Неравномерное покрытие или дефекты могут привести к неполному или чрезмерному покрытию паяльной маски в области вскрытия, тем самым влияя на качество паяного соединения. Поэтому крайне важно обеспечить равномерное нанесение материала паяльной маски путем оптимизации процесса нанесения, выбора подходящего оборудования для нанесения и регулировки параметров покрытия. Кроме того, точность снятия также является критическим фактором. После нанесения материала паяльной маски необходимо снять ее для создания области вскрытия. Точность снятия напрямую влияет на площадь открытой паяльной площадки и четкость границ. Слишком большие или слишком маленькие области отслаивания могут привести к некачественной пайке и повреждению. Поэтому в процессе отслаивания необходимо обеспечить точность и стабильность инструмента для отслаивания и соблюдать правильные параметры процесса для достижения стабильных результатов. Кроме того, параметры термической обработки паяльных площадок также должны точно контролироваться. Термическая обработка включает в себя процессы предварительного нагрева и отверждения паяльных площадок. Контроль температуры и времени предварительного нагрева напрямую влияет на адгезию и стабильность материала паяльной маски, в то время как контроль температуры и времени отверждения влияет на степень затвердевания и термостойкость материала паяльной маски. Поэтому в процессе термической обработки необходимо точно устанавливать соответствующие параметры температуры и времени, основанные на характеристиках материала паяльной маски и производственных требованиях, а также обеспечивать стабильность и постоянство процесса термической обработки. Для обеспечения точного контроля процесса вскрытия паяльной маски в производственном процессе требуются передовое оборудование и методы мониторинга процесса. Автоматизированное оборудование для нанесения покрытий и инструменты для зачистки могут обеспечить более высокую точность и постоянство. Кроме того, использование систем мониторинга и обратной связи в режиме реального времени позволяет оперативно определять и корректировать параметры процесса, обеспечивая соответствие качества вскрытия паяльной маски каждой контактной площадки установленным требованиям. Таким образом, точный контроль процесса вскрытия паяльной маски является одним из ключевых факторов достижения оптимальной эффективности паяльной маски. Оптимизация равномерности покрытия, контроль точности зачистки и точная настройка параметров термообработки позволяют обеспечить качество, стабильность и постоянство вскрытия паяльной маски.Это обеспечит более высокую надежность и производительность процесса пайки при изготовлении печатных плат, тем самым повышая общее качество продукции.Ключевой фактор 5: Проверка и контроль качества
Проверка и контроль качества играют решающую роль в максимизации эффективности вскрытия паяльной маски на печатных платах. Проводя тщательную проверку и контроль вскрытия паяльной маски, можно обеспечить стабильность и постоянство качества продукции. Ниже приведены некоторые часто используемые методы проверки и контроля качества, которые будут подробно описаны. Визуальный осмотр: Визуальный осмотр является одним из наиболее распространенных и простых методов проверки. Он включает в себя визуальное наблюдение за покрытием отверстия паяльной маски на контактных площадках для проверки любых дефектов, расслоений или областей с неполным покрытием. Для более детального осмотра рабочие могут использовать увеличительное стекло или микроскоп. Этот метод позволяет быстро обнаружить очевидные проблемы, но может не позволить обнаружить мелкие дефекты.

Рентгеновский контроль: Рентгеновский контроль может предоставить более подробную и точную информацию о состоянии паяльной маски. С помощью рентгеновского оборудования можно контролировать состояние ламинирования, толщину покрытия и степень отслоения паяльной маски. Этот метод неразрушающего контроля позволяет обнаружить мелкие дефекты и несоответствия, а также получить изображения высокого разрешения для анализа и оценки. Испытание на прочность на отслоение: Испытание на прочность на отслоение является одним из ключевых показателей оценки качества вскрытия паяльной маски. Этот метод испытания заключается в применении силы для измерения прочности сцепления между материалом паяльной маски и контактными площадками. Специальная испытательная установка используется для постепенного приложения силы к контактным площадкам, и величина силы, необходимой для отслоения материала паяльной маски, регистрируется. Более высокая прочность на отслоение указывает на хорошую адгезию между материалом паяльной маски и контактными площадками, обеспечивая стабильное качество. Помимо этих методов контроля, необходимо также создать комплексную систему контроля качества для обеспечения стабильности и согласованности процесса вскрытия паяльной маски. Это включает в себя разработку четких технологических спецификаций и стандартов, обучение персонала для обеспечения эксплуатационной стабильности и создание прослеживаемой системы учета и документации. В процессе контроля качества также необходимо своевременно собирать и анализировать данные, отслеживая ключевые показатели и тенденции в ходе производственного процесса. С помощью методов статистического анализа и интеллектуального анализа данных можно выявить потенциальные проблемы и возможности для улучшения, а также реализовать соответствующие корректирующие меры. Кроме того, поддержание тесного взаимодействия и сотрудничества с поставщиками и партнерами также является важным аспектом контроля качества. Установление прочных партнерских отношений обеспечивает соблюдение стандартов и требований качества на каждом этапе цепочки поставок, обеспечивая единообразие и надежность продукции. Максимальное раскрытие паяльной маски на контактных площадках печатной платы является важным фактором обеспечения надежности печатной платы. Проектируя точные области для раскрытия паяльной маски, выбирая подходящие материалы для паяльной маски, выполняя надлежащую обработку поверхности контактных площадок, внедряя точный контроль процесса и проводя строгий контроль качества, мы можем гарантировать качество и стабильность раскрытия паяльной маски. Учет этих ключевых факторов и передовых практик в процессе производства печатных плат может повысить производительность, надежность и эффективность производства продукта, тем самым отвечая различным требованиям применения.
Воспользуйтесь первоклассной поддержкой печатных плат от SprintPCB . Доверьте SprintPCB, ведущему высокотехнологичному предприятию, все ваши потребности в производстве печатных плат. Наши комплексные услуги доступны клиентам по всему миру, обеспечивая беспроблемный процесс и конкурентоспособные цены. Оптимизируйте свою деятельность и свяжитесь с нами прямо сейчас, чтобы узнать о многочисленных способах поддержки вашей организации.